产品详情
1.设备名称及用途:
1.1设备名称:CJW-6000管端微机控制荧光磁粉探伤机
1.2:钢管、油管管端。
1.3产品方案
(一)、产品标准
(1) 美国石油学会标准API SPEC 5D钻杆规范;
(2) 美国石油学会标准API SPEC 5CT套管和油管规范;
(3) 石油行业标准SY/T6194套管和油管技术规范;
(二)、产品规格
(1)检测要求:检查管端内、外表面和近表面因铸造、锻造、机加工和疲劳而引起的裂痕等细微缺陷。
(2)规格:探伤长度350mm以内。
2.设备配置、技术参数及功能
(一)本机设计制定标准
<<磁粉检测>> JB/T8290-2011国标。
(二)设备能力
运转时间:大于560小时/月。
节拍:15-25秒/件
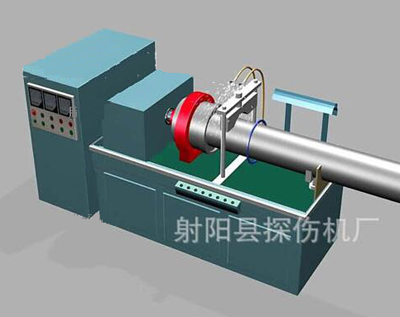
(三)设备组成(如附图)
电源控制柜(包括 :操作站、控制主板和主电源板等 )
磁化装置(包括:纵向磁化器、周向磁化器、线圈自动伸出机构周向磁化器、磁化头气气缸送进机构等)
控制系统(欧姆龙PLC)
磁悬液喷洒系统
固定紫外灯系统和手提紫外灯(LED)
全封闭暗室系统
自动退磁系统
上料及送料装置 (用户自备)
(四)主要技术指标:
输入电源:三相四线 380V±10% 50Hz,350A。
暂载率:20%。
周向磁化电流:AC 0—6000A(有效值),连续可调(带断电相位控制)。
纵向磁化磁势:AC:0-18000AT(有效值),连续可调(带断电相位控制)。
退磁方式:衰减式自动退磁。
退磁效果:剩磁≤3Gs。
退磁时间:≤3s。
磁化方式:单周向磁化,单纵向磁化和复合磁化。(内孔用磁轭感应法探伤)
磁化线圈:移动线圈内径 450mm,采用气缸送出,气缸行程350mm。
磁化头气动移动行程:350mm。
转动:由摆线针轮减速机实现,以保证全方位磁化和观察,n=5—10rpm。
紫外线强度:工件表面离紫外灯泡380mm处强度≥4000uw/cm2。
气源气压: 0.4—0.8MP。
使用环境:温度—10℃~+40℃ ,相对湿度≤80%。
贮存环境:温度—20℃~+60℃,相对湿度≤70%,无腐蚀性气体粉尘和强力高频电磁污染。
灵敏度测试:按《中华人民共和国机械行业标准JB/T6065—92》磁粉探伤用标准试片规定,以15/50的A型试片测试,在工件的任意方位显示清晰。
重量:约2000Kg。
(五)探伤工艺流程
运行程序:手动单步操作和自动工作二种。
自动程序: 工件输送――进入探伤工位定位――右穿棒电极进入――铜芯棒进入――内夹紧,外夹紧――喷洒(内、外同时)――磁化――内、外夹紧松开――铜芯棒退回――右穿棒电极复位――工件上升――旋转、观察――旋转停――工件下降――退磁――工件向前输送――下料。

